
「めっき工房 MK-B98」の外観写真
1.はじめに
本稿はL型こて先による「点眼はんだ法」に掲載の「L型こて先」の製作方法です。
原形はL型こて先と微小はんだドームによる「押しはんだ法」中の
「L型こて先」で、何れも市販のこて先を改造するものです。
その出稿当時は「はんだ食われ」による劣化を防止する為の鉄メッキやクロムメッキ等ができず、こて先改造時に銅の地金が出る迄削れないので、
自ずと実現可能なこて先の形状が限定され、B型こて先を改造しました。
その後、一品物の特注品に対応してくれるメッキ屋さんを探しましたが、当然の事ながら皆無でした。
その過程でたまたま目に留まったのが、簡易めっき用具「めっき工房 MK-B98」(マルイ鍍金工業株式会社)
でした。
|
|
「めっき工房 MK-B98」の外観写真 |
2.点眼はんだ法の為の「L型こて先」の製作

(1)こて先切削要領
大きな熱容量を確保できるK型(ナイフ型)こて先を改造するものとします。
メッキが載る様に、予めこて先を加熱してはんだを溶かしクリーナで除去して置きます。
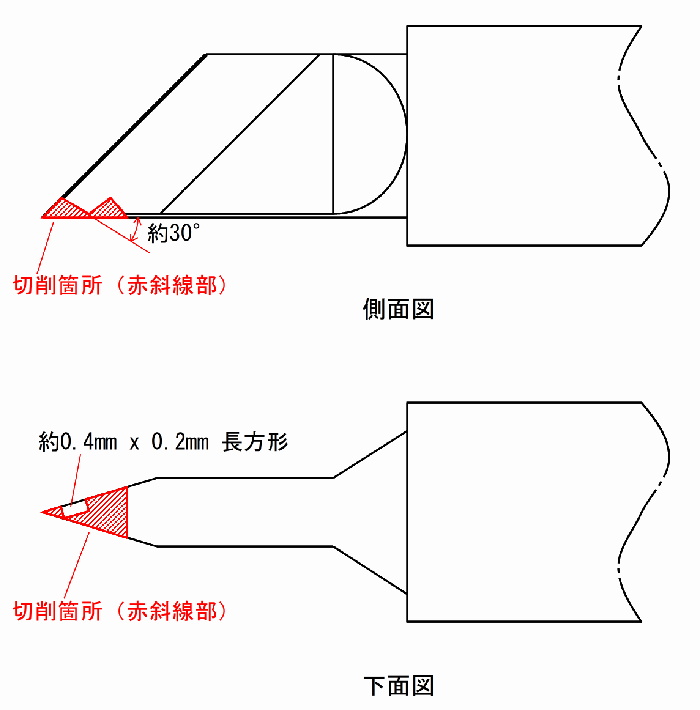
K型こて先先端の背の部分の一部を約0.4mm x 0.2mmの長方形の半田良着域(はんだが載る領域)としてヤスリで削り出し、
その他の部分は半田不着域(はんだが載らない領域)になる様にします。
同時にメッキを施す部分のはんだは削り落とします。
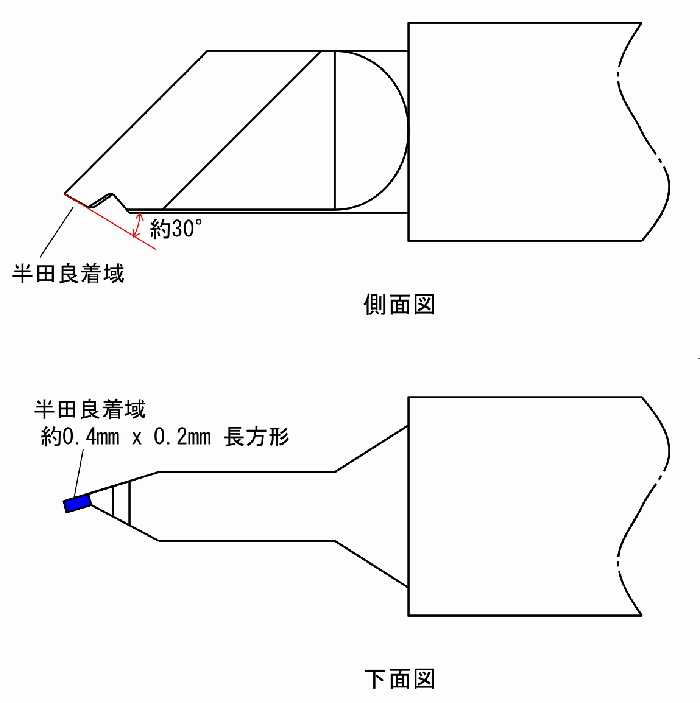
半田良着域は必ずしも長方形でなく、同程度の楕円等の加工し易い形状で良く、
載せた微量のはんだがドーム状に盛り上がる様にする事がポイントです。
加工部がL型に見えるので「L型こて先」と呼ぶものとしました。
夢を食べるとされるバク(獏)の鼻先に似ているので「バク型」と呼びたい処ですが、業界で嫌われる「バグ」に聞こえてイメージが悪いので控えました。
|
K型こて先の切削要領 先端背の部分(朱書き部)をヤスリで削り落とします。 メッキする箇所のはんだも落とします。 |
|
切削後のL型こて先外形 青色部がはんだを載せてはんだ付け作業をする半田良着域です。 左図は右利き用に半田良着域を円筒軸に対して偏心させていますが、上下対称にすれば、サウスポー用になります。 また、円筒軸に対して上下対称にすれば利き手無関係になります。 |
| No. | 写 真 | 説 明 |
|---|---|---|
| 1 |

|
K型こて先 写真はT18-K(白光株式会社) (使用中のこて先を転用) |
| 2 |

|
切削作業 万力で固定し、ヤスリ掛けする。 強く締め過ぎると、こて先の円筒が歪んではんだゴテにセットできなくなるので、注意して下さい。 |
| 3 |

|
金メッキ 「銅食われ」防止の為に、削った部分を「めっき工房 MK-B98」で金メッキします。(詳細は取扱い説明書参照) 良く洗浄した後に、強度を得る為にニッケルメッキ→金メッキを3回以上繰り返します。 ここでは高速にメッキする為に、付属の9V乾電池の代わりに、定電圧電源装置で4Vを印加しています。(メーカさんのアドバイスでは3~5V) |
| 4 |

|
金メッキ完了 メッキが完了したら良く水洗いします。 金色に輝いて、金メッキされた事が写真でも良く判ります。 |
| 5 |

|
半田不着域生成 半田不着域を生成しますが、クロムメッキ等は「めっき工房 MK-B98」では出来ません。 ここでは油性マーカ(マジック)を塗布し、熱で炭化される事で半田不着域になる様にします。 ①はんだゴテを340度程度(鉛フリーはんだの場合)に熱して、こて先先端の半田良着域にはんだを載せてはんだメッキをする。 ②一旦はんだゴテの電源を落とし、冷めてからこて先全体を油性マーカで塗る。 ③半田良着域のはんだメッキはそのままで、再度はんだゴテを約340度で1分間程度加熱。 油性マーカで塗った部分は半田不着域になる。 ④その後はんだゴテの電源を落として完成。(左の写真) |
3.使用の様子
「はんだホルダ」と組み合わせて使用すると効果的です。
「はんだホルダ」により、手でのこて先へのはんだ供給を不要にして、作業のストレスを解消します。
以下の動画はその様子を示したものです。
|
|
「はんだホルダ」と「L型こて先」の使用方法 「はんだホルダ」と金メッキ「L型こて先」の使用の様子です。 左手を使わずに右手のこて先にはんだを供給します。 はんだをドーム状にする事で、こて先のはんだ量を容易にコントロールできます。 はんだが載り難くなったら、コピー用紙等で研ぎ、絶対にヤスリや金属ナイフ等で研がないで下さい。 メッキが剥げて、こて先は銅食われで痛みます。 |
4.その他
(1)こて先の半田良着域は比較的はんだが載り難くなり易いので、適宜ケミカルペースト等で活性化させて下さい。
また、作業後は必ず半田良着域にはんだをドーム状に載せてから、はんだゴテの電源を落として下さい。
(2)半田不着域の効果が薄れたら、再度 油性マーカを塗ります。
(3)「めっき工房 MK-B98」は約12,000円程度で開封後の推奨期限は1ヶ月です。
製作するこて先が小数だと、1本辺りのコストは通常のこて先より遙かに高価になります。
さらにCR4KVも鑑みると、専門メーカさんが一定のロットで製造・販売する方が、安価で高品質になりそうです。
何処かのメーカさんが正式な鉄、クロムメッキを用いて製造・販売してくれたら有り難いですね。