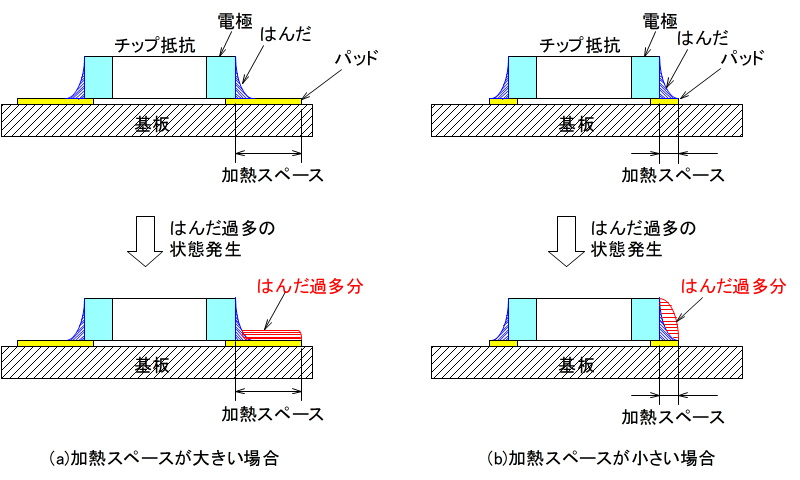
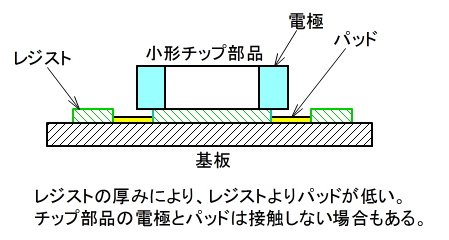
�@�l�b�g��̓��擙�ŁA���`�`�b�v���i�����ɂ͂t�����Ă�����͕̂��i�������x���Ⴍ�A�p�b�h�̃T�C�Y�A�������M�X�y�[�X���[���傫���A
���K�p��̗l�ȏꍇ���قƂ�ǂł��B
 �@�{�e�ł�1608M�T�C�Y�̃`�b�v��R�̂͂t�����ɂ��ċL���܂����A���̃T�C�Y�̃`�b�v���i�ɂ��Ă��u�_��͂@�v�͂��̂܂ܓK�p�ł��܂��B
�@�{�e�ł�1608M�T�C�Y�̃`�b�v��R�̂͂t�����ɂ��ċL���܂����A���̃T�C�Y�̃`�b�v���i�ɂ��Ă��u�_��͂@�v�͂��̂܂ܓK�p�ł��܂��B
�i�Q�j�_��͂@�̊�{�菇
| No. | �菇 | ���@�@�� |
|---|---|---|
| �@�P | ��o�u�_��͂@�v�̊�{����̓����Q�� |
�@SMD�N�����v�ŕ��i���ʒu���߂��A�p�b�h�ƕ��i�̓d�ɂɃt���b�N�X��h�z���܂��B �y���Ӂz �@1005M�T�C�Y�ȉ��̏ꍇ��SMD�N�����v�A�_�v�^�p���܂��B �@�ʒu���ߎ��A�s���Z�b�g�Ƀt���b�N�X��h�z���Ēu���ƕ��i�����Ŗ����Ȃ鎖�����Ȃ��Ȃ�܂��B |
| �@�Q |
|
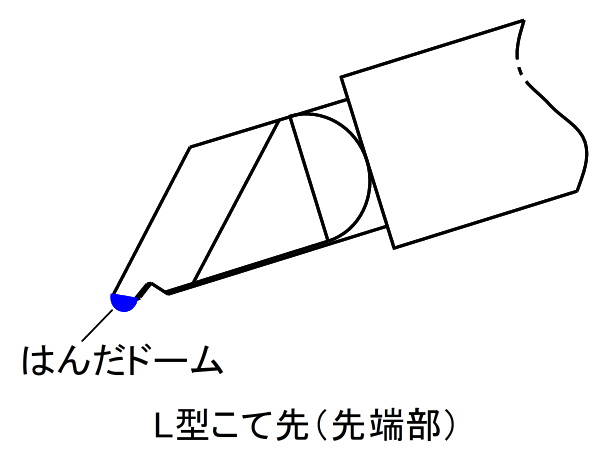
�@���Đ�̔��c�ǒ���ɏ��v�ʂ̂͂��ڂ��܂��B �@�͕͂\�ʒ��͂Ńh�[����ɂȂ�A�͂ʂ̒������e�Ղɂł��܂��B �y���Ӂz �@�͂t����ƌp���ɔ����A���Đ�ɂ͂��ڂ��Ȃ�Ղ��̂ŁA�K�X�P�~�J���y�[�X�g���Ŋ����������ĉ������B �@�܂��A��ƌ�͕K�����c�ǒ���ɂ͂��h�[����ɍڂ��Ă���A�͂S�e�̓d���𗎂Ƃ��ĉ������B |
| �@�R |
|
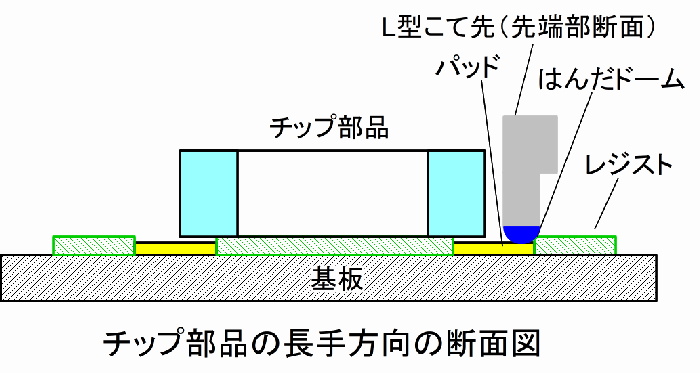
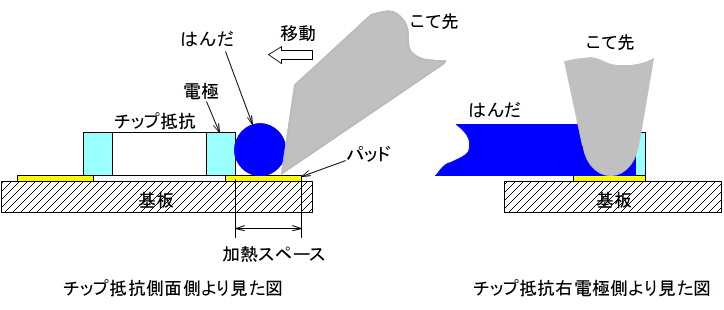
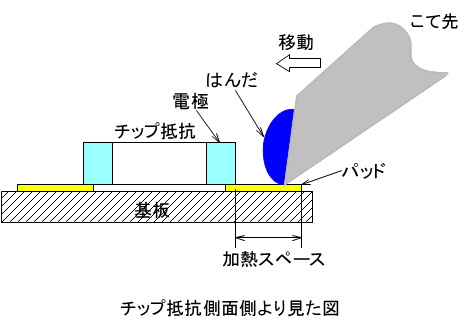
�@���Đ���p�b�h�߂��ɒu���A�͂h�[���ŊԐړI�Ƀp�b�h�����M���܂��B �@���Đ�ɂ͗͂��������A���o�I�ɂ̓p�b�h���畂��������Ԃɕۂ��܂��B �@����ɂ��A���Đ�ɂ�郌�W�X�g������h�~�ł��܂��B |
| �@�S |
|
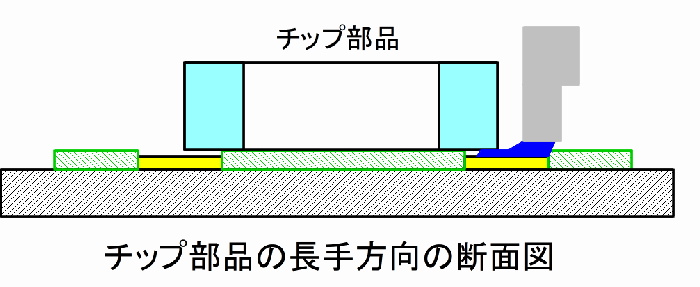
�@�͂h�[���Ńp�b�h���ߔM����A�͂��`�b�v���i�̓d�ɂɖъnj��ۂŐ��ݍ���ōs���̂�҂��܂��B(�t���b�N�X�h�z���O������ł�) |
| �@�T |
|
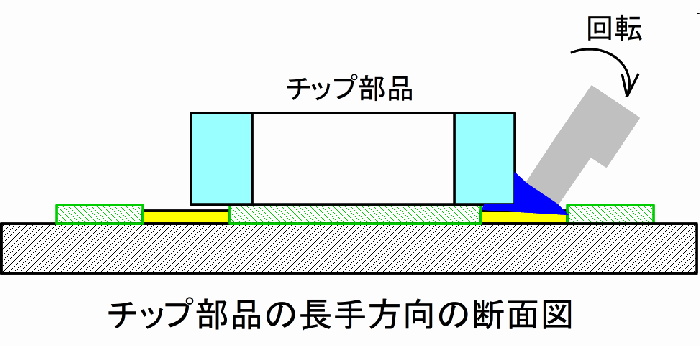
�@�`�b�v���i�̓d�ɂ̃��b�L�i���A�͂��j�����M����ėn���ė�����A���Đ���͂��ɉ�]�����A�O��ɓ������� ���Đ�̂͂Ɠ���܂��A�t�B���b�g���o�����炱�Đ�����������܂��B �y���Ӂz �@���Đ�ړd�ɂɐڐG������ꍇ�́A�ł��邾���Z���Ԃɂ��܂��B |
| �@�U | ��o�u�_��͂@�v�̊�{����̓����Q�� |
�@���Α��̓d�ɂ����l�Ɂu�_��͂@�v�ł͂t�����A�t���b�N�X�����[�o�ƖȖ_��s�D�z����p���ăt���b�N�X���Ă͂t�������ł��B �@��ƏI�����ɂ͔��c�ǒ���̕ی�ׂ̈ɁA���Đ�ɂ͂��ڂ��Ēu���܂��B |
|
|
1608M�`�b�v��R x 2�̂͂t�� �uL�^���Đ�v��p���āu�_��͂@�v�ɂ��A2.54mm�s�b�`�ŗאڂ���1608M�`�b�v��R x 2�̂͂t�����s�Ȃ��܂��B ���͂t������ ���Đ�F�I���W�i��L�^�i�����b�L�j �͂F��0.3mm ���t���[�͂� SMD�N�����v�FSMD�N�����v�i150mm�A�[���jPX1810 ��FCHIP/DIP���p���j�o�[�T����uPX1320�v |
|
|
1608M�`�b�v�R���f���T�̂͂t�� �uL�^���Đ�v��p���āu�_��͂@�v�ɂ��A2.54mm�s�b�`�ŗאڂ���1608M�`�b�v�R���f���T�̂͂t�����s�Ȃ��܂��B ���͂t������ ���Đ�F�I���W�i��L�^�i�����b�L�j �͂F��0.3mm ���t���[�͂� SMD�N�����v�FSMD�N�����v�i150mm�A�[���jPX1810 ��F0.65mmSSOP�p���j�o�[�T����uPX1610�v |

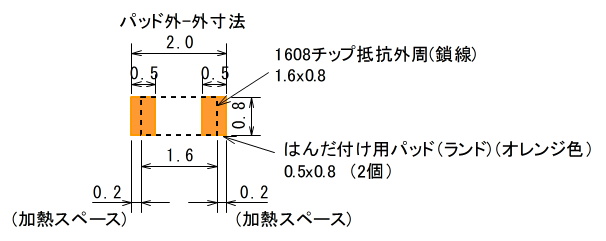
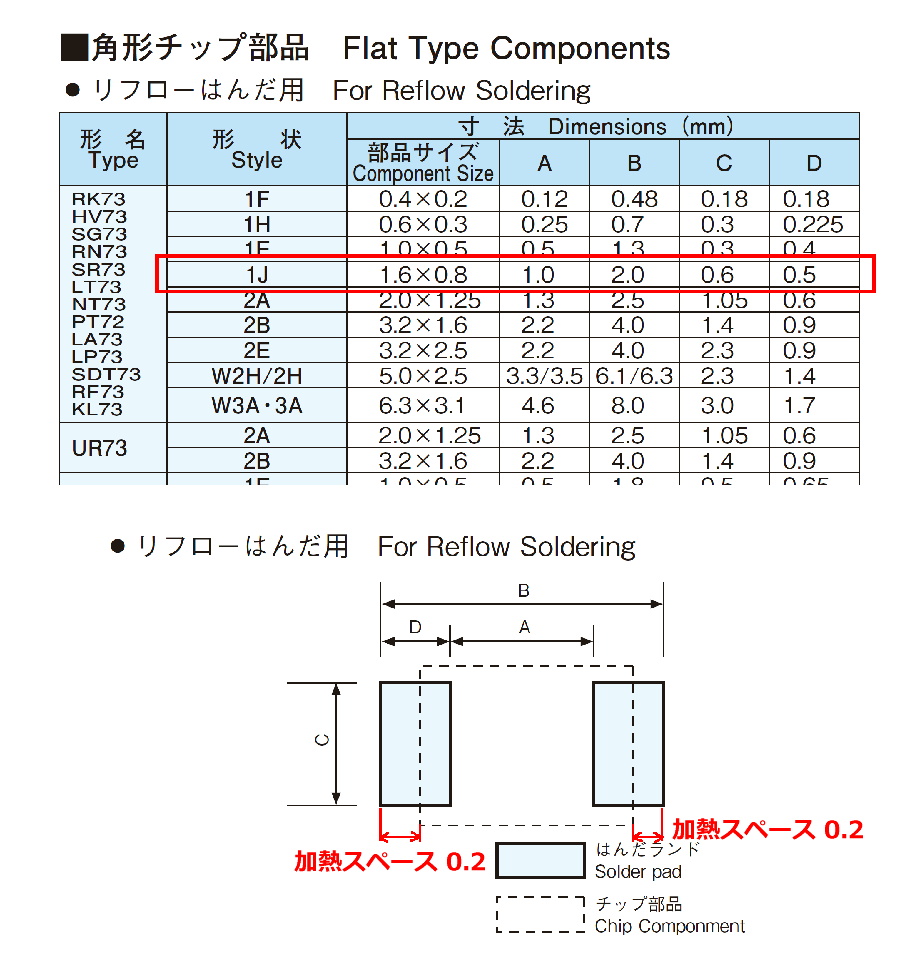
| �T�C�Y | �p�b�h�� | ���M�X�y�[�X�� | ��0.3mm�͂� �v�Z�l |
|---|---|---|---|
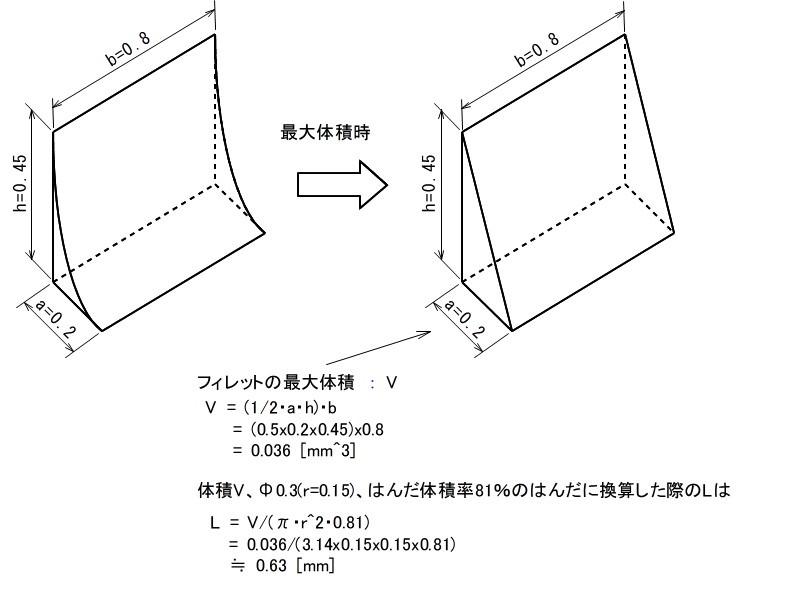
| 1608M | 0.8 | 0.2 | 0.63 |
| 1005M | 0.5 | 0.2 | 0.31 |
| 0603M | 0.3 | 0.15 | 0.09 |
| 0402M | 0.2 | 0.1 | 0.04 |
| 0201M | 0.125 | 0.1 | 0.02 |