
SMDクランプPX2210
|
SMDクランプPX2210 |

SMDクランプPX2210説明図 |
 幅1mm未満のチップ部品の押点 |
 幅1mm以上のSMDの押点 |
 1608Mチップ抵抗の 位置決め例 |
 透視窓からの視界 |
 |
1005Mチップ部品については、クランパ先端部と押点との距離Lをより短くすると、 上方視界からチップ部品が見え易くなり、さらに使い易くなります。 一例として、改造図の様にクランパ先端を押点近く迄ヤスリで削り落とす方法があります。 但し、クランパ先端に直接ヤスリ掛けをするので、失敗すると元に戻せません。 余り難しい作業ではありませんが、改造はあくまでも自己責任で行なって下さい。 プロの大工さんがノミやカンナを、料理人が包丁を自分で研ぐ様に、1005M向けだけでなく他の用途でも、 対象に合わせてSMDクランプをカスタマイズして頂けば良いと思います。 |
 |
|
|
小指、又は薬指と人差し指による操作 |
ポストに手のひらを置いて支点にする操作 |

○(良い例) クランパ上端を押下 |

×(良くない例) アームを押下 |

| 項 目 | 基 本 仕 様 | |
|---|---|---|
|
外形寸法 |
190mm(W) x 20mm(D) x 20mm(H) (クランパ先端ベース突出部含まず) 実効アーム長(基板端からクランパが届く範囲) 150mm 実効アーム長の2倍を越えるボードでは、クランパは基板中央付近に届きません。 |
重量 |
約43g |
|
対象最大部品高さ、 クランパ先端許容開度 |
対象最大部品高さ 12mm クランパ先端許容開度 25mm 無理にアームを開くとSMDクランプが壊れる可能性があります。 クランパ先端とベース間の距離がクランパ先端許容開度を越えない様にして下さい。 |
|
|
幅1mm以下のクランプ可能な最小部品高さ |
0.3mm 部品高さが0.35mm以上の1005Mチップ抵抗等はクランプ可能です。 部品高さが0.35mm未満の部品はクランプ出来ない場合があります。 |
|
| 本体部材質 |
ステンレス (t= 0.8mm) 製品表面に小さな傷がある場合があります。(注1 特記事項 参照) |
|
| 主な特長 |
①静電気防止アース線接続用Φ3.2ビス穴実装 アース線取り付け例 (アース線は製品に付属していません) 
②クランパ先端45°曲げによるチップ部品の映り込み防止 クランプしたチップ部品等の小さい部品がクランパに映り込むと、鏡像で部品の実形状が判り難くなり、はんだ付けがし難くなります。 45°の傾斜によりクランパ真上から見た際の鏡像を無くします。 ③クランパ上部に透視窓を設置 透視窓からクランパ裏面側の部品位置を確認できます。 ④幅1.4mmの細いクランパ先端 細いクランパ先端は狭いスペースにも届きます。 |
|
| 荷姿 |

プラスチックケースに収納して納品 |
|
| 生産国 | 日本 | |
|
(注1) 特記事項 |
①製品表面の傷について 元々材料にある傷や、レーザー加工、バリ取り、切削、折り曲げ等の製造過程で生ずる傷を完全に無くすのは困難です。 又、低価格化の為に、本品には塗装やメッキ等の表面処理は行なっていません。 その為、表面の傷は製品不良とせずそのまま製品として出荷しているので、 製品に細かい傷がある場合がある事を予めご承知願います。 なお、表面に傷があったとしても、はんだ付け作業には全く影響はありません。 ②改造について はんだ付け対象デバイスに応じて、クランパ先端部等を切削等による改造で使い勝手が良くな場合があるかもしれませんが、 その様なカスタマイズは弊社の責任範囲外とさせて頂きますので、飽くまでも自己責任で行なって下さい。 |
|
| 資 料 | 主 な 内 容 |
|---|---|
手でのはんだ供給から解放 点眼はんだ法にも便利
はんだホルダの製作 |
手でのはんだ供給を不要にして、作業のストレスを解消する「はんだホルダ」の製作方法です。 |
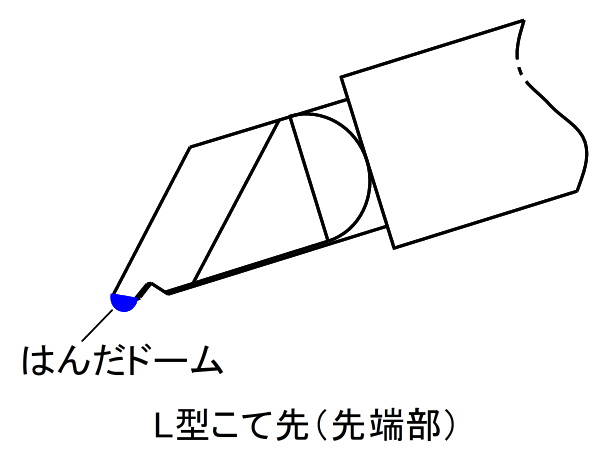
点眼はんだ法用 金メッキL型こて先の製作
|
L型こて先による「点眼はんだ法」に掲載の「L型こて先」の製作方法です。 K型こて先を改造して、金メッキします。 |
小形チップ部品のはんだ付けが容易 L型こて先による「点眼はんだ法」
|
点眼はんだ法による、小形チップ部品のはんだ付け方法 世界一贅沢かもしれない金メッキL型こて先を用います。 |
|
表面実装はんだ付け用「SMDクランプ」 使用方法の補足説明 |
使用例や補足事項について ・使用方法の補足 ・クランパのカスタマイズ ・チップ部品の紛失防止 ・SMDクランプの自作 ・その他 |
|
初心者の為の点眼はんだ法の効率的練習方法 |
はんだ付け練習方法について |